











2024全国科技活动周(一)| 焊接—提升钢结构建筑高度的关键技术
焊接—提升钢结构建筑高度的关键技术
一、关于上海宝钢建筑工程科技有限公司

上海宝钢建筑工程科技有限公司是中国宝武下属专业化工程公司,由原上海宝钢建筑工程设计有限公司和原宝钢钢构有限公司(冠达尔)战略性整合而成立。公司具有建筑设计、施工总承包、钢结构制作安装、装饰装修等施工全产业链能力,资质齐全。
二、公司焊接技术发展及关键技术
上海宝钢建筑工程科技有限公司焊接技术发展可追溯到45年前,是中国钢结构产业的摇篮。公司伴随着上海城市建设而发展,先后参与了东方明珠、金茂大厦、环球金融中心、上海中心大厦、上海世博会中国馆、白玉兰广场,F1赛车场等一大批上海标志性建筑的建设。同时,也参与了北京CCTV新台址,中国尊、北京银泰、深圳京基100、深圳华润总部大厦、深圳湾体育馆、深圳平安中心、南京紫峰大厦、南宁华润大厦、大连国贸大厦、沈阳恒隆广场等一大批国内各省市标志性建筑的建设。历经45年发展,公司在厚板焊接、建筑用高强钢焊接、各类复杂钢结构焊接上具有深厚的技术积累。

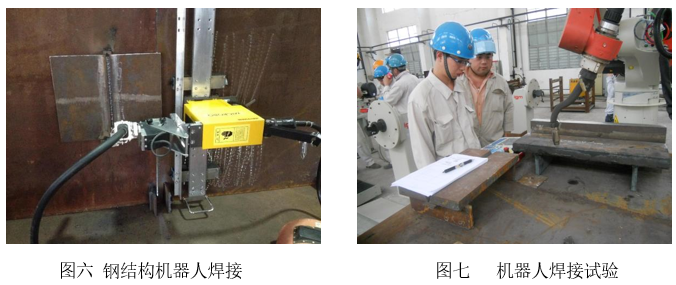
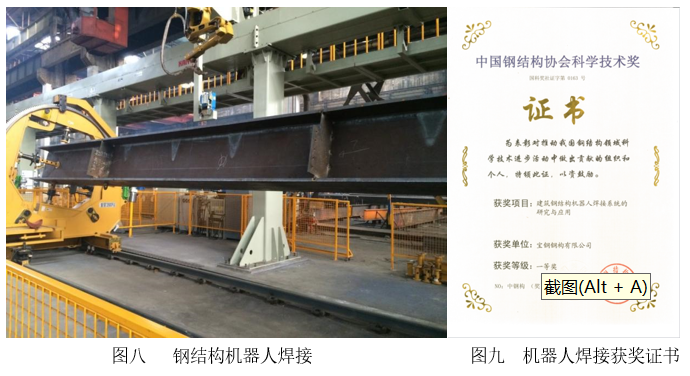
从最早的焊条电弧焊到如今满足各类建筑钢结构焊接的气体保护焊、埋弧焊、电渣焊以及焊接机器人,公司的焊接技术也在由人工作业向机械化、信息化、智能化发展,有效地提升了生产效率。2012年,公司率先在钢结构行业应用了焊接机器人,为钢结构智能化生产积累了经验,并于同年获得国家钢结构工程技术研究中心授予的“钢结构智能化制造技术中试基地”,《建筑钢结构机器人焊接系统的研究与应用》荣获中国钢结构协会“科学技术奖一等奖”。
除智能化焊接以外,公司还与相关高校就建筑领域高强钢的焊接进行了探索,从Q460到Q960的中厚板焊接,公司都有技术积累。其中,公司参与的CCTV新台址项目是国内第一个大批量应用高强钢的建筑钢结构项目,材质最高达到Q460E,板厚最大为110mm。
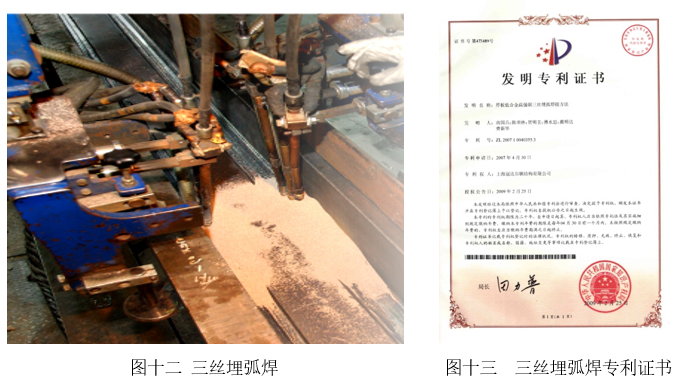
厚板焊接是宝钢建科的传统优势技术,工程应用中,焊接最大板厚达到150mm,围绕厚板焊接,公司还开发了三丝埋弧焊等高效焊接工艺。
三、建筑钢结构焊接技术典型案例
3.1 高强钢焊接
宝钢建科是建筑钢结构领域最早进行高强钢实际工程应用的企业之一,经过多年的技术沉淀,也形成了一套成熟的工艺技术。影响高强钢焊接的因素主要有母材、工艺参数、结构形式等。
(1)材料的影响
根据GB 1591,Q460到Q690高强钢的交货状态主要有正火和TMCP两种形式。不同的交货状态,钢材的碳当量是差异性很大,例如Q460材质TMCP交货状态下实际的碳当量约为0.35,而当正火状态下的碳当量可达到0.5,可焊性相差很大。
材料的影响除了交货状态以外,厚度也对高强钢的焊接性能有较大的影响。通常钢板越厚,其拘束度越大,从控制裂纹的角度来讲,焊接的难度越大。
(2)焊接工艺的选择
建筑钢结构高强钢的焊接焊丝可采用等强匹配焊接,可根据构件的结构形式以及工序情况选用气体保护焊或埋弧焊。对于有抗震要求和冲击要求的箱形构件隔板焊接,不推荐使用电渣焊。

(3)高强钢焊接易出现的缺陷
高强钢焊接焊接容易出现的缺陷主要有热影响区脆化、热应变脆化、氢致裂纹、热裂纹、再热裂纹和层状撕裂等,每种缺陷产生的原因和机理各不相同,需要根据实际情况具体分析。
对于交货状态为TMCP的钢种,在焊接完成以后,还会形成一个软化区,软化区的宽度以及强度降低的情况,与热输入以及能量密度有关。
3.2 建筑钢结构厚板焊接
(1)厚板焊接容易产生的缺陷
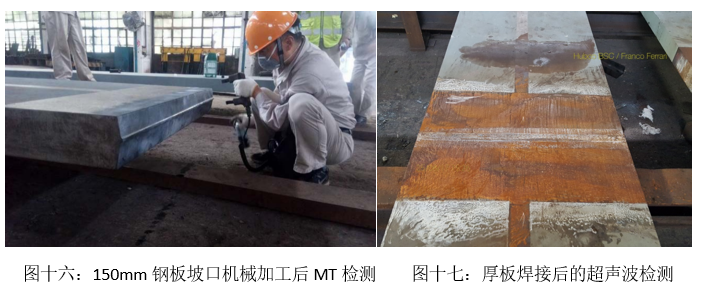
宝钢建科焊接的钢结构件最厚达到150mm,而厚板焊接比较容易出现的质量缺陷主要是未熔合,未焊透,H致裂纹,层状撕裂等,具体根据钢板厚度,结构形式,钢材强度等进行综合判断。
(2)厚板焊接变形控制
相对于薄板,厚板焊接变形主要是平面方向的收缩以及角变形为主,但是变形矫正难度大。焊接变形的产生与钢板厚度,结构形式,坡口形式等息息相关。可以通过合理的坡口尺寸,多次翻身的方式予以控制,也可以通过施加外部刚性拘束的方式予以控制。而厚板焊接产生变形最大的焊道为根部焊道,构件一般需要采用气保焊打底。
(3)厚板焊接坡口
厚板焊接坡口直接影响焊缝的质量,也影响焊接变形,同时还会影响焊材的用量和焊接作业时间。例如坡口角度过小,则容易产生热裂纹,但是焊接变形相对小,焊缝填充量小,焊丝用量少。如坡口角度过大,则焊接变形越大,焊缝填充量也过大,焊丝用量大,焊接效率低。厚板焊接好的坡口设计是兼顾焊接质量和生产效率的。
国内当前建筑钢结构领域仍然大量采用Q355,这与结构设计抗震要求、设计人员习惯、钢材的供应链等相关,对于高层、超高层就不可避免会用到厚板、超厚板。伴随着“双碳”目标的推进,建筑领域也在减碳中做了大量的尝试,推广应用高强钢就是手段之一。总体而言,建筑钢结构有自身的行业特性,产品质量不仅跟焊接技术有关,更是跟企业的质量管理水平息息相关。
(供稿:许喆)


 loading......
loading......