











真空电子束焊助力超导腔制造自主可控
超导技术,作为引领高端制造、基础科研突破的核心技术之一,正深刻改变着高能物理、医疗健康、新能源等多个领域的发展格局。而超导腔作为超导加速装置的“心脏”,其制造水平直接决定了相关大科学装置与高端装备的性能上限,更是衡量一个国家高端制造实力的重要标志。上海第一机床厂有限公司(以下简称“一机床”)深耕高端装备焊接领域数十年,以技术创新为内核,突破超导腔制造核心壁垒,用精湛的电子束焊接技术,为我国超导腔制造自主化、产业化发展注入强劲动力。
电子束焊接凭借能量密度高、焊接变形小、焊缝质量优、可在真空环境下作业等优势,成为超导腔这种高精度、高纯度要求装备制造的最优选择,也是全球超导腔制造的主流工艺。不同于传统领域应用,一机床针对超导腔制造特殊性,对电子束焊接技术全方位优化升级,组建专项研发团队,完善工艺体系,形成涵盖焊前、焊中、焊后的全流程解决方案,为超导腔制造提供坚实技术支撑,填补国内相关领域技术空白。
.jpg)
硬X射线自由电子激光装置项目地下隧道
一、超导腔制造挑战
超导腔是硬X射线自由电子激光装置(SHINE)、质子治疗装置等重大装备的核心部件,核心功能是实现电子加速、产生高亮度射线,广泛应用于基础科学研究、医疗健康等战略领域。当前全球超导腔制造呈现“欧美主导、中国追赶、逐步突破”的格局。欧美日等发达国家起步早,掌握高纯铌材料制备、电子束焊接等核心技术,垄断全球高端市场;国内近年来发展迅速,产能占比持续提升,但在工艺稳定性等方面仍有差距,高端超导腔部分依赖进口,核心技术自主可控迫在眉睫。
.jpg)
硬X射线自由电子激光装置项目规划
超导腔制造的核心难点,首先集中在材料特性上。其核心材料为高纯铌,在所有纯金属中具有最高的临界温度和临界磁场,对剩余电阻率比值(RRR值)要求极高,表面不能有任何异种金属、氧化物、裂纹、划痕等缺陷,且在230℃开始氧化、400℃开始强烈氧化和氮化,在含氢介质中250℃~950℃会吸收氢,一旦焊接过程中受到污染,将直接导致超导性能失效。此外,超导腔制造中还涉及铌钛异种金属焊接,两种金属的物理、化学性质差异较大,焊接难度进一步提升。
相较于常规焊接,超导腔电子束焊接的技术壁垒更为突出:一是焊接环境要求极致洁净,需在超高真空和洁净环境下作业,杜绝氧、氮、氢等气体污染,这是保障超导性能的前提;二是焊缝质量要求严苛,超导腔的主要性能取决于材料表面几十个纳米薄层的状况,单面焊双面成型焊缝焊后无法进行内表面打磨,必须保证焊缝背面光滑无缺陷,且需满足极高的真空漏率要求;三是焊接变形控制难度大,超导腔结构复杂,一个9cell腔裸腔由56件零件、61条焊缝组成,对焊接变形的控制精度要求极高;四是工艺环节繁多,任何微小偏差都可能导致产品报废。
.jpg)
超导腔槽腔和裸腔实物
二、超导腔焊接全流程技术攻坚
面对超导腔制造的国内外差距与技术难题,一机床从焊前、焊中、焊后全流程发力,构建了独特的电子束焊接技术优势,成功突破行业壁垒,推动我国超导腔制造技术迈向国际先进水平,为我国超导腔制造自主可控作出重要贡献。
.jpg)
百级超净间
.jpg)
单Cell超导裸腔和9cell超导裸腔
2.1焊前系统化预处理
一机床针对高纯铌材料的特性,打造了一套系统化的焊前处理体系,从源头规避焊接缺陷。在酸洗工艺方面,创新优化酸洗配方、时间、温度和方式,研发专用酸洗工装,实现对高纯铌待焊区的精准蚀刻(蚀刻量15-20微米),彻底解决了高纯铌材料酸洗易污染、蚀刻不均匀的行业痛点。有效去除表面氧化膜(Nb₂O₅)、有机污染物和机械损伤层,防止焊接过程中产生气孔,同时改善材料表面均匀性,为后续焊接和超导性能的发挥奠定基础。
洁净装配方面,建立严格管控体系,装配、全程在超净间开展,人员穿戴专用洁净装备,零部件、工装均经严格清洁,采用纯金属工装,避免异种金属污染;零部件转移全过程保持洁净,确保待焊区域表面洁净度达到焊接要求,从源头规避杂质进入焊缝熔池。同时,引入国内首台高纯铌涡流检测设备,可分辨Rt<10微米的微小缺陷,每面检测时间小于8分钟,实现对焊前零部件表面质量的精准把控,大幅提升焊接合格率。
.jpg)
自动化酸洗设备
.jpg)
超导腔超净装配
2.2 焊中超净化焊接
在焊接核心环节,一机床依托先进的设备和优化的工艺,电子束真空室为无油真空环境,有效避免油泵组带来的污染,同时配备真空室RGA检测功能,实时监控焊接环境真空度,确保焊接环境符合极致洁净要求。
.jpg)
无油真空电子束焊接设备

真空电子束焊接现场
工艺优化上,针对关键焊缝专项攻关,优化焊缝坡口设计,固化参数,实现优异成型并严控变形。针对F件、PICK UP管等内表面焊缝,采用变电流、摆动焊接等工艺,搭配专用工装,实现单面焊双面成型,解决干涉与变形。解决铌钛异种金属焊接,突破行业瓶颈。此外,建立了完善的焊接过程监控体系,通过自动化调谐机实现场平、同轴度和频率的实时调节,焊接过程中实时监测电子束能量、焊接速度、真空度等关键参数,及时调整优化,确保焊接工艺的稳定性和一致性,有效规避了焊接过程中的人为干扰,焊缝合格率达到行业领先水平。

单Cell超导腔电子束焊接
9 Cell零部件焊缝成型

超导腔部分试验件焊缝成型
2.3 焊后精细化处理
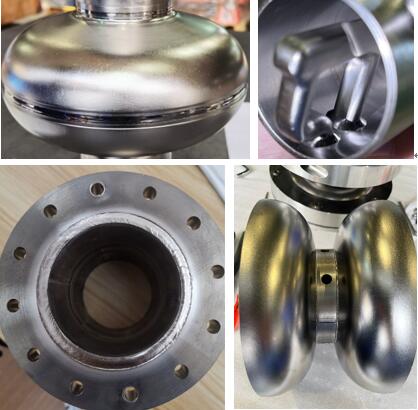
焊后处理是确保超导腔性能达标的最后一道关键工序,针对焊接变形问题,设计专用矫形设备,对焊接后的零部件进行精准矫形,修正焊接带来的微小变形,确保超导腔的同轴度、轮廓度等尺寸参数符合设计要求;在切频加工方面,采用专用设备和精细工艺,通过多道测频、切频、拉伸,精准控制超导腔的谐振频率,确保裸腔、槽腔的频率满足不同温度下的要求(如300K时裸腔谐振频率1299.0±0.5MHz,2K时1300.25±0.1MHz)。这些精细化的焊后处理工艺,有效保障了超导腔的性能稳定性。
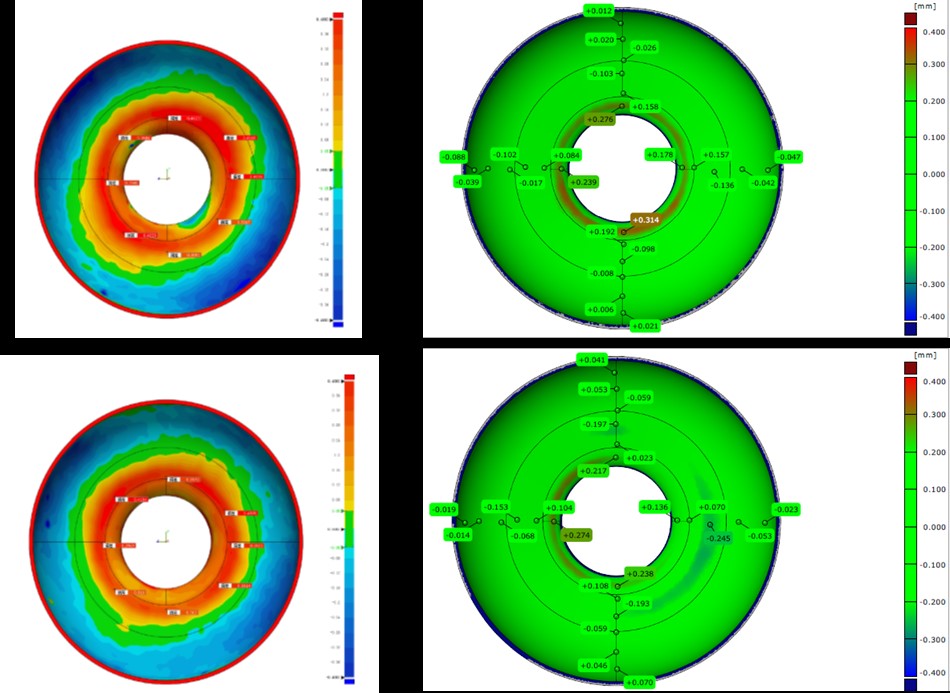
焊后矫型前后对比

零部件-哑铃实物展示
三、结束语
一机床在超导腔焊接领域的创新,打破国外技术垄断,推动我国超导腔制造从“跟跑”向“并跑”“领跑”跨越。截至目前,已累计成型裸腔64只、槽腔30只,供货八套SJ系列模组,首台上海本地制造超导加速模组完成总装,大幅降低我国对进口产品的依赖。

SHINE安装现场合影
当前超导腔市场需求持续增长,一机床将继续秉持创新精神,深耕电子束焊接技术,优化工艺、提升效率,推动技术成果转化与产业化发展。未来,企业将聚焦超导技术前沿,攻克更多核心难题,以先进技术与可靠产品,助力我国重大科技基础设施建设与高端装备制造升级,书写超导腔制造的中国答卷。


 loading......
loading......